Meminimalisir Warping pada 3D Printing
Warping adalah salah satu masalah umum dalam 3D printing yang dapat mengganggu kualitas hasil cetakan. Warping tidak hanya memengaruhi estetika cetakan, tetapi juga dapat menyebabkan kegagalan cetak dan perubahan dimensi yang tidak diinginkan.
Dalam artikel ini, kita akan membahas penyebab utama warping pada 3D print, dampaknya terhadap hasil cetakan, serta berbagai cara efektif untuk mencegahnya agar cetakan tetap presisi dan berkualitas tinggi.
Apa Itu Warping pada 3D Print?
Warping adalah fenomena di mana bagian bawah objek cetakan 3D mulai melengkung ke atas, menjauh dari permukaan cetak (print bed). Ini sering terjadi pada material seperti ABS, tetapi juga dapat muncul pada PLA, PETG, dan filamen lainnya jika kondisi pencetakan tidak optimal.
Warping terjadi karena penyusutan material saat mendingin—bagian yang lebih cepat dingin akan menyusut lebih dahulu, menciptakan gaya tarik yang menarik lapisan bawah dan menyebabkan lengkungan.
Bahan ABS: Sifat dan Kegunaannya
Acrylonitrile Butadiene Styrene (ABS) adalah plastik teknik yang banyak digunakan dalam berbagai industri karena kuat, tahan benturan, dan tahan panas. Material ini juga memiliki ketahanan yang cukup baik terhadap paparan UV, menjadikannya pilihan populer untuk aplikasi dalam dan luar ruangan.
ABS memiliki kombinasi sifat dari tiga komponennya:
- Acrylonitrile – Memberikan ketahanan terhadap bahan kimia dan kekerasan.
- Butadiene – Menambah elastisitas dan ketahanan terhadap benturan.
- Styrene – Memberikan permukaan halus dan kemudahan dalam pemrosesan.
Penggunaan ABS dalam industri:
- Industri otomotif – Komponen interior dan eksterior mobil.
- Elektronik – Casing perangkat elektronik, keyboard, dan peralatan rumah tangga.
- Mainan dan produk konsumen – Seperti LEGO dan alat olahraga.
- Industri manufaktur – Prototipe dan suku cadang yang memerlukan daya tahan tinggi.
ABS memiliki daya tahan yang baik terhadap suhu tinggi dibandingkan plastik lain seperti PLA, membuatnya lebih tahan dalam penggunaan jangka panjang. Namun, ABS memerlukan perlakuan khusus saat diproses, terutama dalam pencetakan 3D dan manufaktur injeksi.
Penyebab Warping pada 3D Print
1. Lemahnya Kerekatan Layer Pertama ke Bed
Lapisan pertama adalah fondasi dari seluruh cetakan. Jika adhesi (daya rekat) terhadap print bed lemah, maka ketika material mulai menyusut saat mendingin, gaya tarik akan menyebabkan ujung cetakan terangkat.
Faktor yang menyebabkan adhesi buruk:
- Tidak menggunakan alas seperti glue stick, hair spray, atau PEI sheet.
- Bed tidak cukup panas atau tidak rata (tidak terkalibrasi dengan baik).
- Ketinggian nozzle terlalu tinggi saat mencetak lapisan pertama.
2. Objek Memiliki Ujung yang Runcing, Siku, dan Panjang
Desain objek dengan sudut tajam atau panjang cenderung mengalami perbedaan pendinginan yang lebih besar.
- Sudut runcing akan lebih cepat kehilangan panas dibanding bagian lainnya.
- Penyusutan yang tidak merata akan meningkatkan gaya tarik antar lapisan dan menyebabkan warping.
3. Suhu Ruangan Terlalu Dingin
Lingkungan cetak yang terlalu dingin menyebabkan pendinginan cepat dan penyusutan material sebelum lapisan baru mencengkram dengan kuat.
Material seperti ABS sangat rentan terhadap perubahan suhu ini, sehingga sering kali memerlukan printer dengan enclosure (penutup).
4. Kecepatan Printing Terlalu Tinggi
Jika kecepatan pencetakan terlalu tinggi:
- Material tidak memiliki cukup waktu untuk menempel dengan baik.
- Lapisan pertama bisa terangkat atau terpisah sebelum material sepenuhnya mengeras.
Efek dari Warping pada 3D Print
Warping dapat berdampak negatif pada hasil cetakan 3D, baik dari segi estetika maupun fungsionalitas.
1. Dimensi Objek Menjadi Tidak Akurat
Ujung lapisan dasar yang melengkung menyebabkan perubahan ukuran objek sehingga tidak sesuai dengan desain asli.
2. Kegagalan Cetak dan Pemborosan Filamen
Lapisan awal yang terangkat dapat menyebabkan nozzle menabrak bagian yang melengkung, berisiko membuat cetakan gagal total.
3. Adhesi Lapisan Melemah
Lapisan-lapisan atas bisa tidak menempel dengan baik, meningkatkan risiko delaminasi (lapisan terpisah).
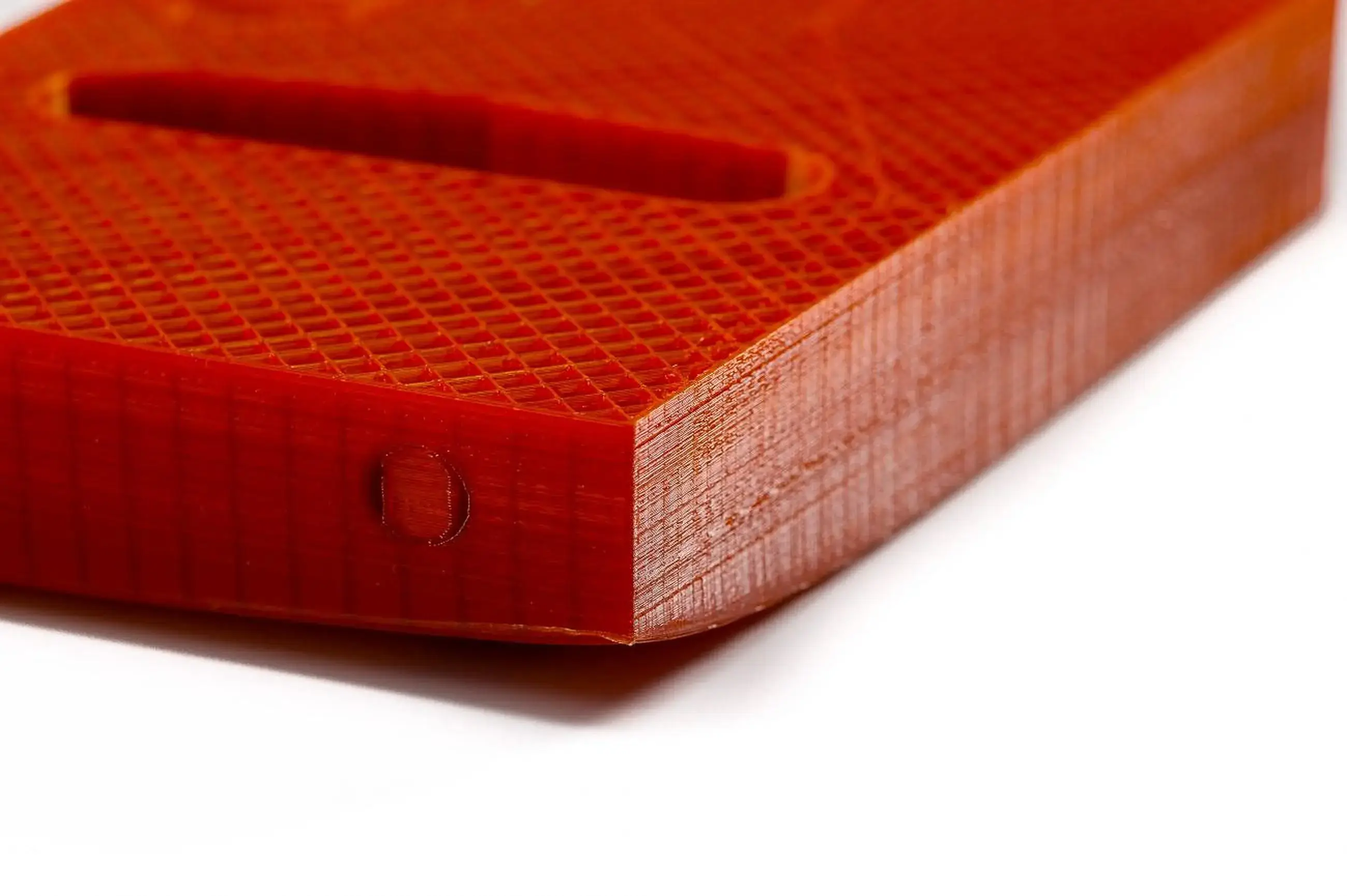
4. Permukaan Cetakan Tidak Rata
Warping menyebabkan cacat visual pada cetakan, terutama pada dasar objek.
Ilustrasi Terjadinya Warping saat Pencetakan
Meminimalisir Warping pada 3D Print
1. Meningkatkan Kerekatan Lapisan Pertama
Lapisan pertama yang menempel dengan baik dapat mencegah tarikan akibat penyusutan lapisan di atasnya.
Cara meningkatkan adhesi lapisan pertama:
- Menggunakan Isolasi Kertas (Masking Tape)
Jika menggunakan bed kaca, isolasi kertas memberikan tekstur tambahan agar filamen lebih mudah menempel. - Mengaplikasikan Lem Kertas (Glue Stick)
Memberikan daya rekat tambahan pada bed dan membantu filamen menempel lebih kuat. - Menggunakan Fitur Brim di Slicer
Brim adalah lapisan tipis tambahan di sekitar objek untuk meningkatkan adhesi.
Brim pada Objek dalam Software Slicer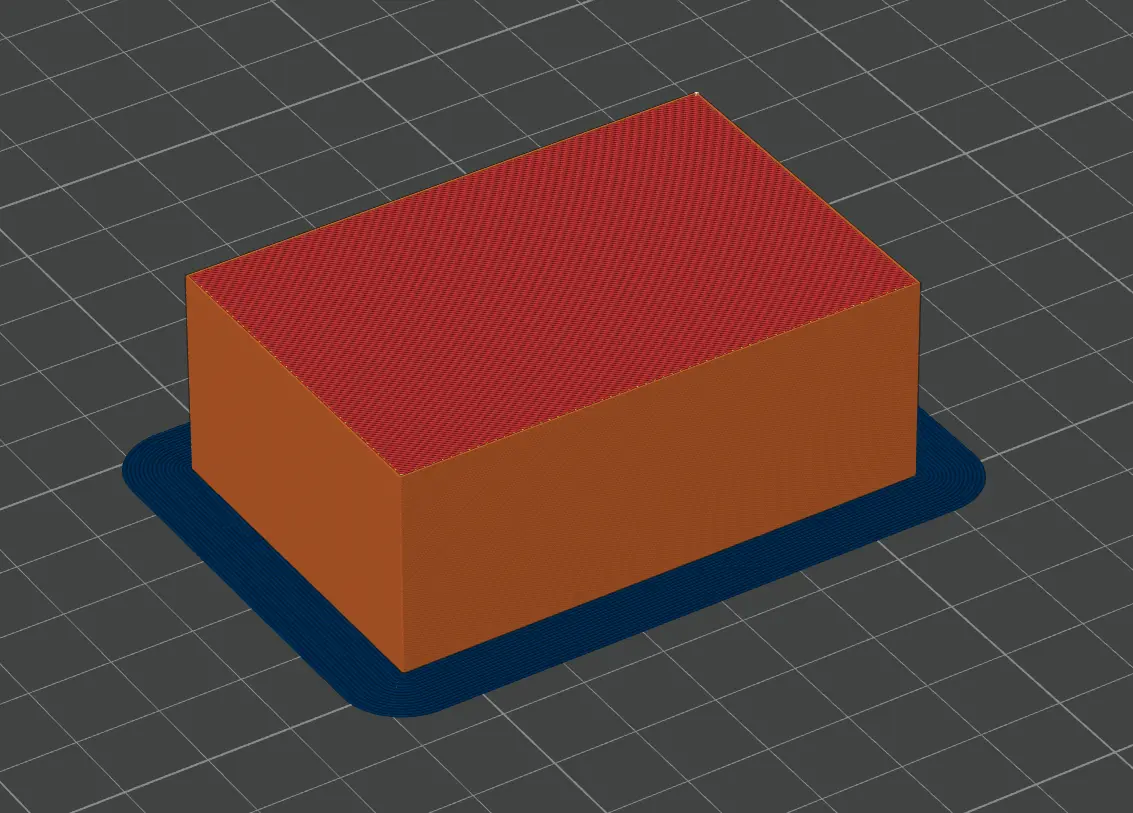
2. Menggunakan Penutup atau Insulasi pada 3D Printer
Suhu lingkungan sekitar sangat mempengaruhi stabilitas suhu objek cetakan.
Solusi untuk menjaga suhu stabil:
- Menggunakan Printer dengan Desain Tertutup (Enclosed Printer)
Beberapa printer sudah memiliki enclosure bawaan, seperti Bambu Lab X1C, Anycubic Kobra S1, dll. - Menambahkan Aksesori Enclosure pada Printer
Beberapa printer memiliki upgrade kit berupa cover tambahan agar lebih stabil. - Menutup Printer dengan Kain
Solusi sederhana adalah dengan menutup printer dengan kain atau kardus untuk mengurangi paparan angin.
3. Melakukan Preheat Sebelum Pencetakan
Preheat sebelum mencetak membantu menghangatkan area pencetakan dan mengurangi perbedaan suhu.
Lakukan preheat selama ± 10 menit dan pastikan suhu dalam enclosure atau sekitar bed mencapai ≥ 40°C sebelum pencetakan dimulai.
Dengan menerapkan cara-cara di atas, Anda bisa meminimalkan warping dan meningkatkan kualitas cetakan 3D Anda.